Most Commonly the 7018 welding rod requires a minimum of 120 Amps to start and 220 Amps for an optimal operating range for a ⅛ diameter rod depending on the thickness of material you are welding and position of the material. It is a best practice for welding very high strength steel and carbon steel plates in high sulphur and hydrogen environments and it offers good bead appearance and minimal spatter. The best method is to pull a tight arc length at a steady drag with a constant travel speed. Rods are always stored in a warm oven to keep moisture at a way that would otherwise render rods unsuitable. Great for flat/horizontal but everyone can get used to it.
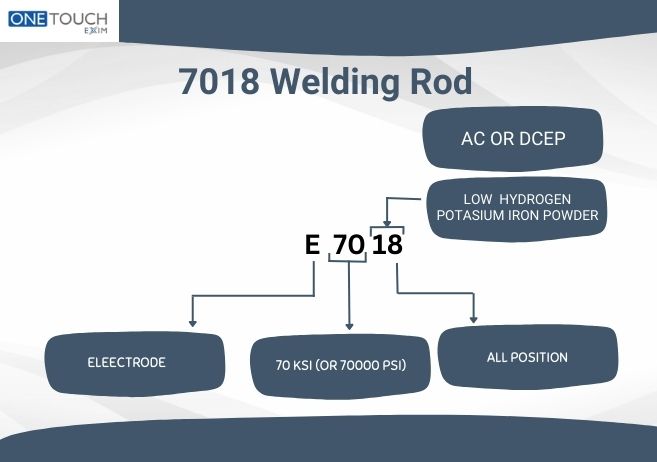
What is 7018 Welding Rod?
The 7018 rod is an efficient low-hydrogen rod made for iron powder in the covering. This rod is famous for being able to weld all plain and galvanized steels. It runs on AC Company current and DC battery current to be used wherever you go! Used for welding all types of mild steel where ease of operation and good bead appearance are required for use with filler metals, such as carbon steel and some low alloy steels, for welding critical structural steel, carbon steel and pressure vessels and for bridge, building and pressure vessel construction, it provides smooth beads with ease in slag removal and low spatter. To maintain its low hydrogen characteristics, it must be stored and sealed with moisture. It’s a stable arc and works in all position with excellent flow due to technique.
Features of 7018 Welding Rod
The 7018 is characterized by low-hydrogen, iron powder lining for strong, tough welds; great for cold weather. It gives an extremely stable, smooth arc, low spatter and easy slag removal. It is universal in current and it works on both AC and DC currents. Ideal for high-strength, critical applications such as structural steel and pressure vessels, it must be stored in accordance with the rod ovens to avoid water absorption and hydrogen-induced cracking to ensure sound weld integrity.
7018 Welding Rod: Its Properties
7018 welding rod has low hydrogen, iron powder covering; means applying it leads to very good mechanical properties. It is capable of giving high tensile strength weld (70,000 psi) and having excellent impact toughness even at low temperatures and suitable for structural and high pressure vessel applications. The electrode promotes good ductility so that susceptibility to cracking is reduced. It is an easy to use electrode for joining and fabricating and has a smooth arc that wets well with minimal spatter and easily removable slag with a good bead appearance. The electrode is sensitive to moisture content and must be stored in a rod oven to maintain its low-hydrogen features and avoid defects such as porosity or moisture cracking.
Uses for 7018 Welding Rod
7018 welding rod is best for applications that beats service temperatures below 225 degrees F. These rods offer high deposition, also with a lower moisture content. Its key uses include:
- Structural Steelwork : Bridges, Buildings, Heavy-duty framing.
- Pressure Equipment and Pipes : When maintaining pressure is crucial.
- Ship Building and Offshore Rigs : Because of its toughness under dynamic loads.
- Machinery and Equipment : Gear, Gear Fittings, Axles, Keys, Nuts, high-power buttons.
- Repair & Maintenance in particularly on Carbon & Low-alloyed Steels.
Not recommended on rusty or dirty material excellent for welding on clean, thin gauge material. All positions welding is possible when used with the proper welding procedures.
Best Techniques for Using 7018 Welding Electrode
The ideal method for using the 7018 rod is to drag (pull) with a tight arc-keeping the rod in almost contact with the work. The puddle is controlled and penetration is maintained without undercut by travelling at a steady rate of speed. For uniform deposition, swaying movement can be applied in the broader grooves. Always preheat thick sections and keep rods in a heated oven to avoid porosity in multiple pass welds. Avoid extended arcing or excessive manipulation. Great in the flat/horizontal position only. Vertical-Up requires a J- or u-weave.
Additional Tips for Welding with 7018 Rod
Always preheat thicker materials when using 7018 electrodes for best results (and to reduce the risk of cracking and increase fusion). The base metal must be Really clean – any rust, oil, or moisture and your low hydrogen welds will not look good! Where possible, avoid porosity by using a dry rod stored in an oven.
Keep the arc short and maintain a consistent drag. For vertical up the technique is the same as uphill welding, just a tiny weave to control the puddle. Last but not least; Work on bead consistency, a smooth, even bead minimizes defects and cuts down on post weld cleanup. Never forget to wear safety gears and use all forms of PPR when required.
Conclusion
The 7018 welding rod is commonly used for high strength fabrication and structural repair, which makes it an essential filler metal for those working in heavy machinery, equipment building, steel constructions or bridge applications. AC/DC low spatter and a super clean bath also makes it popular amongst professionals. But it does have its limitations; it depends upon careful strong to keep it from absorbing water and it takes a little bit of skill to become really good at using. Applied as intended, it delivers excellent weld integrity in general construction; as well as mechanical and pressure-related applications.